Synced from Product Parameters V2: Basic & Appearance
| * | Recommended printing conditions |
|---|
Printing Tips:S-Multi very easy to absorb moisture within the environment, and printing after absorbing moisture will result ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality. It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the S-Multi vacuum foil bag for printing. Please put the unused filament back into the original aluminum foil bag for sealed storage.After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface. Please dry the filament in an oven at 80-100℃ for 4-6h to restore the printing quality of S-Multi.It is recommended to use hardened steel and above grade nozzles made by Phaetus, which can effectively improve the print quality. Besides, it is recommended that the thickness of the heating block is longer 12mm.In dual-extruder printing mode, the material in the standby nozzle will deteriorate due to prolonged heating, and the deteriorated material needs to be squeezed out before the print nozzle is switched, so it is necessary to use the Wipe wall or Wipe tower function in the slicing software.After the printing is completed, the pri
No matching print profile files.
Valores sincronizados desde el perfil de producto V2 vinculado; punto de partida para el slicing y pruebas de impresión.
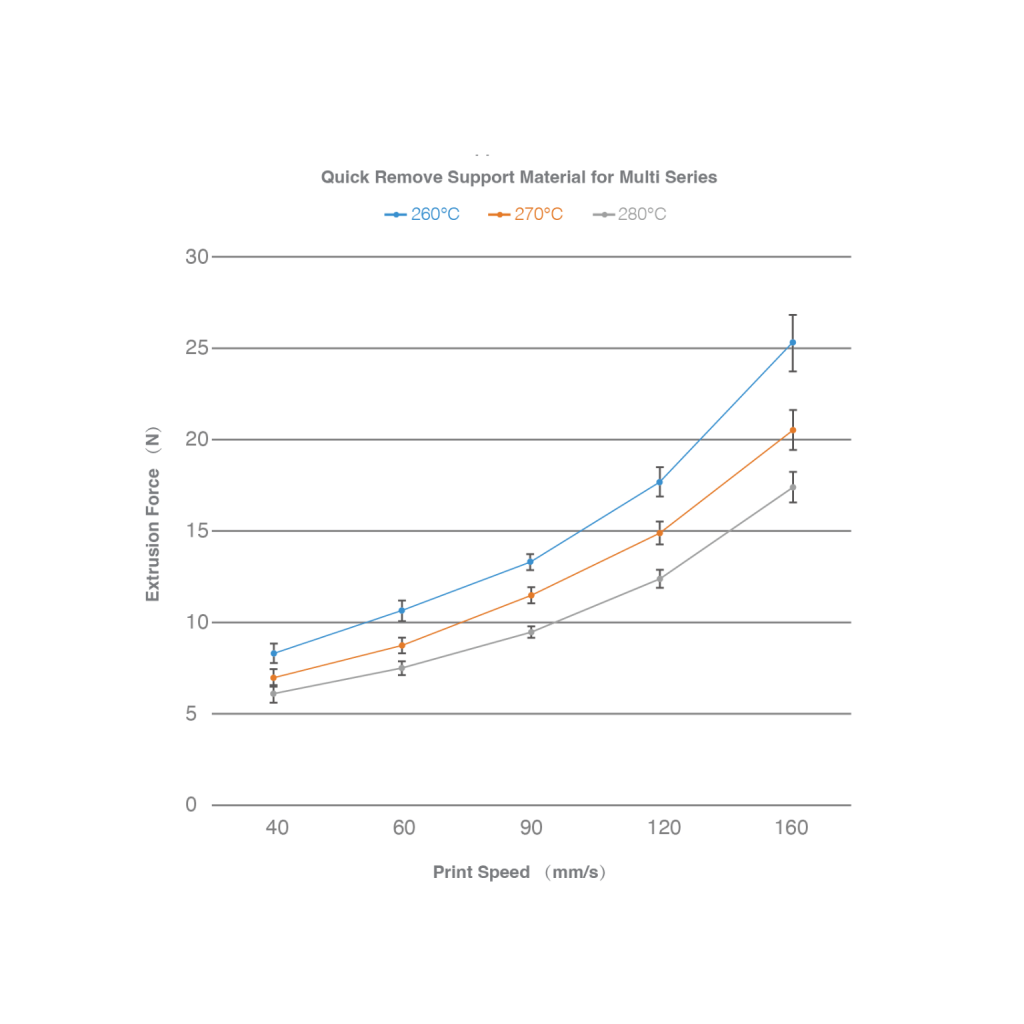
Core temperature, speed and cooling settings from Product Parameters V2.
Nozzle, build plate and pre-print preparation recommendations.
Support material, spacing and compatible material recommendations.
Additional guidance maintained in Product Parameters V2.
No solution entries for this product yet.
No FAQs for this product yet.
通用安全提示(FusRock)
| Short breaks | Store in a sealed dry box or apply a simple vacuum pack; avoid direct sunlight. |
|---|---|
| Long-term storage | Return filament to the factory foil bag, squeeze out air (add a fresh desiccant pack if available), then place inside a household vacuum bag and pull vacuum. Keep in a cool, dry place away from sunlight. |
PTC compact dryer box: 60–70 °C for 4–6 hours.
Small lab oven (forced-air): temperature uniformity is often limited; spools can warp. Reduce temperature/time (example: 40–45 °C for ~4 hours) and cross-check the material-specific drying notes in the datasheet.
Important: if print quality does not improve, test with an empty spool before raising temperature—non-uniform heat can deform plastic flanges.
Large forced-air oven: 60–70 °C for 4–6 hours.
PS: Why do devices differ? Add an internal article or external link (“learn more”).
⚠ Read before drying
(Insert “warped vs normal” spool photos here.)
What moisture does to prints
| Dry | Damp |
|---|---|
| Cleaner surface, stable color, mechanical properties on spec | Pitting, stringing, whitening, weaker properties (material dependent) |
(Optional: 1 / 2 / 3 day exposure at ~80% RH — same test part.)
* Example photos may reference a specific grade (e.g. PAHT-CF); label yours accordingly.