Synced from Product Parameters V2: Basic & Appearance
| | Recommended printing conditions |
|---|
| td> Temperature300 -- 320 ° calibre recomendado del zapato 0.4-1.0mmformación de superficie recomendado treatmentPEI or Coating with PVP glueBuild plate temperature70-90 °CChamber TempSupports printing without sealingCooling fan speedOffPrint speed30-120 mm/sRetraction distance1-3 mmRetraction speed1800-3600 mm/minRecommended Support MaterialFusFree™ S-PAHT Quick-Remove SupportDrying setting80-100℃ for 4-6hAnnealing80-100℃ for 4-8h |
|---|
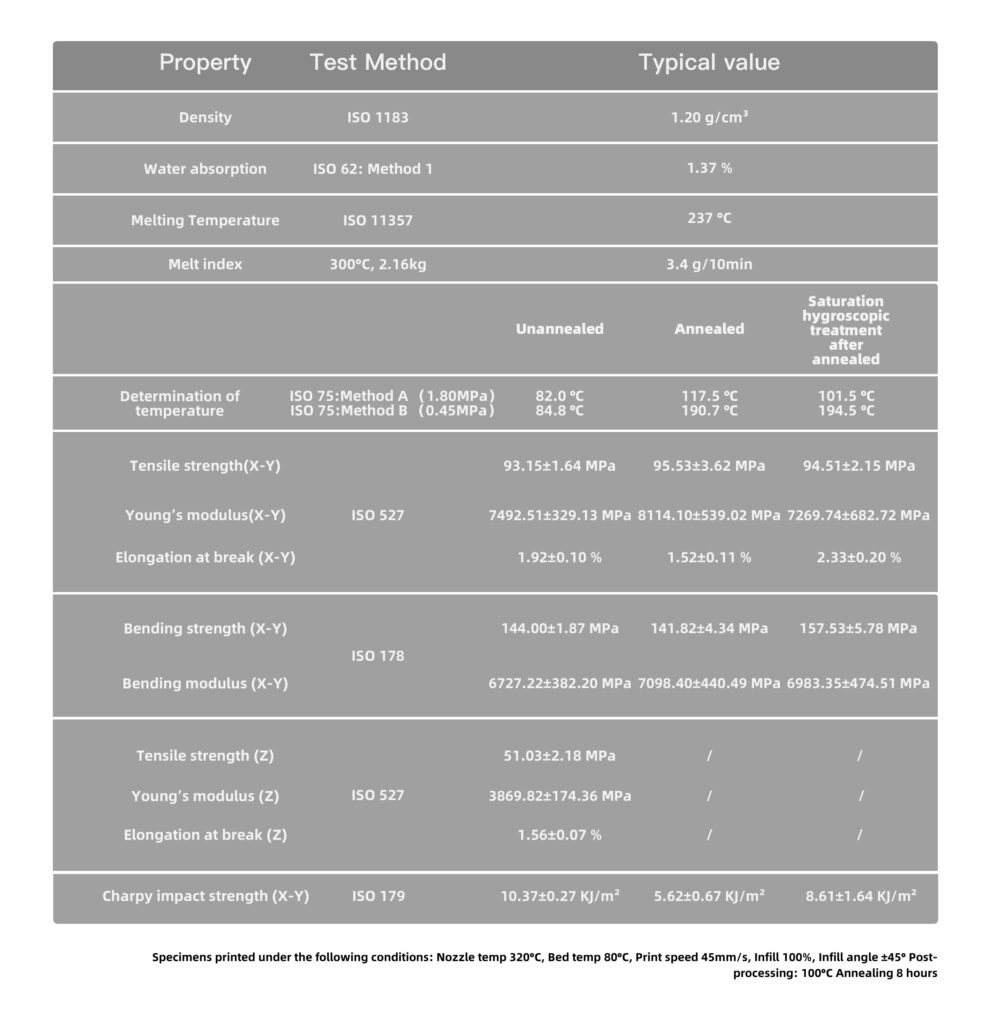
consejos de impresión: Nylon material is very easy to absorb moisture within the environment, and printing after absorbing moisture will result ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality. It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the FusForceTMPAHT-CF vacuum foil bag for printing. Please put the unused filament back into the original aluminum foil bag for sealed storage.After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface. Please dry the filament in an oven at 80-100°C for 4-6h to restore the printing quality of FusForceTMPAHT-CF.It is recommended to use hardened steel and above grade nozzles made by Phaetus, which can effectively improve the print quality. Besides, it is recommended that the thickness of the heating block is longer 12mm.After the printing is completed, the FusForceTM PAHT-CF printed part can be annealed to further improve the strength of print part. Annealing conditions: leave printing part in an oven at 80-100°C for 4 to 8 hours and cool to room temperature naturally.
No matching print profile files.
Valores sincronizados desde el perfil de producto V2 vinculado; punto de partida para el slicing y pruebas de impresión.
Core temperature, speed and cooling settings from Product Parameters V2.
Nozzle, build plate and pre-print preparation recommendations.
Support material, spacing and compatible material recommendations.
FusRock 3D printing materials in the Automotive segment, illustrated by “Automobile oil pipeline inspection tools”, balancing structural strength, print fidelity and field reliability.
FusRock 3D printing materials in the RC Cars segment, illustrated by “Mechanical DIY electric hydraulic scooter”, balancing structural strength, print fidelity and field reliability.
No FAQs for this product yet.
通用安全提示(FusRock)
| 短期不使用时 | 放入密封防潮盒或进行简易抽真空即可,避免阳光直射。 |
|---|---|
| 长期不使用 | 将耗材放入出厂铝箔袋并尽量排出袋内空气(条件允许时在袋内再放一包干燥干燥剂);外套一层家用抽真空保鲜袋后抽真空。置于阴凉干燥处,避免阳光直射。 |
PTC 小型烘干盒:60–70℃,烘干 4–6 小时。
小型恒温鼓风烘干机:箱内温度场往往不均匀,可能导致料盘变形;此类设备上建议适当降低温度并缩短单次烘干时间(示例:40–45℃,约 4 小时),并结合材料详情中的干燥建议综合判断。
重要:若按此温度烘干后打印效果仍无改善,请先用空料盘做温度测试,再酌情提高烘干温度,以防温度过高或不均匀导致料盘烘干变形。
大型恒温鼓风烘干机:60–70℃,烘干 4–6 小时。
PS:为什么不同烘干设备适用温度会有差别?可在后台插入说明或外链「点击了解」。
⚠ 操作前请阅读
(可插入「变形 vs 正常」料盘对比照片,注意控制烘干温度与摆放方式。)
耗材受潮的影响
| 未受潮 | 受潮 |
|---|---|
| 表面相对整洁、颜色正常、力学性能在规格内 | 可能出现痘痕/毛刺/拉丝、颜色发白、力学性能下降等(因材料而异) |
(可插入 RH80% 环境下拆封后第 1 / 2 / 3 天打印同一模型的对比图。)
* 上述吸湿对比示例可能因产品系列而异(例如 PAHT-CF),请在插入图片时于脚注中注明材料系列。