Synced from Product Parameters V2: Basic & Appearance
| PropertyTesting methodTypical Valoresiso 11831.19 g/cm³HardnessISO 761990AMelt index200°C, 2.16kg22 g/ 10temperatureiso 30695°CTensile fuerza de ruptura (X-Y)ISO 52728.12 + 3.26 mpaelongación A rotura (X-Y)520± 51%estrés tensile al 100% (X-Y)8.55 + 0.32MPatensile al 200% (X-Y)10.26 + 0.14MPatensile Estrés al 300% (X-Y)14.38 + 0.55mpaespecificaciones impresas bajo las siguientes condiciones: Nozzle tamaño 0.4mm, Nozzle temp 210°C, cama temp 50°C, velocidad de impresión 60mm/s, Infill 100%, Ángulo de llenado ±45° | condiciones de impresión recomendadas |
|---|---|
| sugerencias adicionales: 1.If you want to achieve high-speed printing, it is recommended to use direct extruders, such as BMG extruder, Titan extruder and Hemera extruder, and appropriately increase the nozzle temperature.2.TPU material is very easy to absorb moisture when exposed to air, and printing after absorbing moisture will result ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality.It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the FusFlex™ TPU90A-HF vacuum foil bag for printing.Please put the unused filament back into the original aluminum foil bag for sealed storage.3.After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface.Please dry the filament in an oven at 70-80℃ for 4-6h to restore the printing quality of FusFlex™ TPU90A-HF. | FAQ |
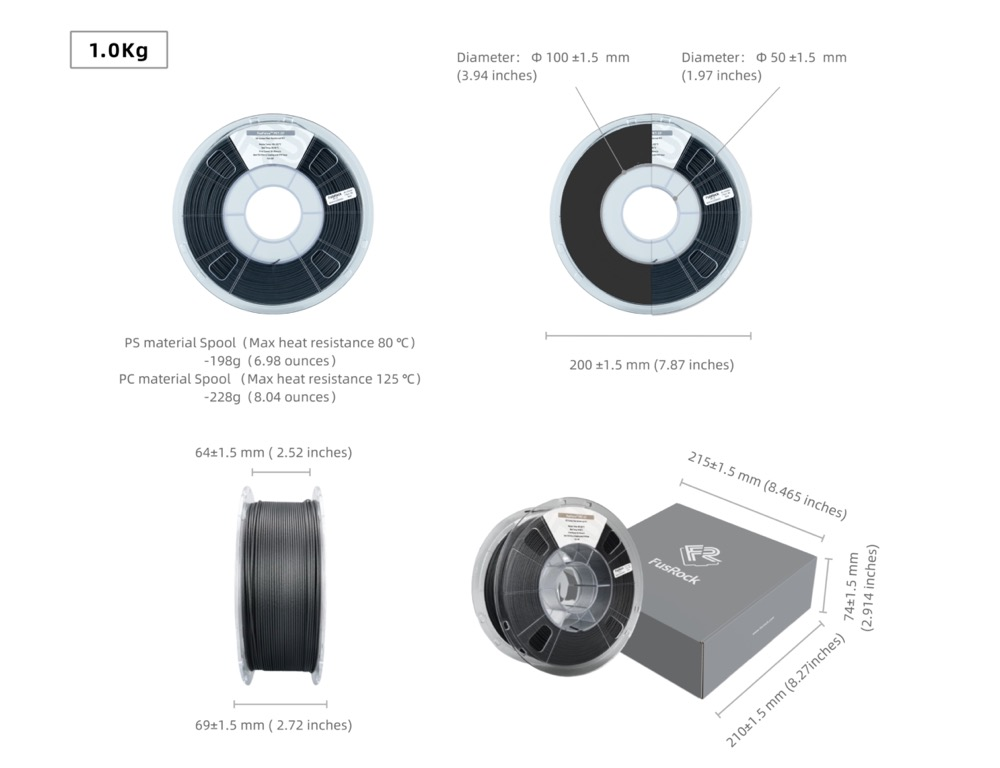
| preguntas y respuestas más frecuentes | especificaciones de tamaño de 1KG consumibles? |
| Disclaimer | Fusrock® 3D printing filaments are suitable for general printing applications and have been tested under standard conditions.However, the performance and safety of printed products are influenced by multiple factors, including printing parameters, model design, operating environment, and intended use.By using Fusrock® materials, users acknowledge and agree to independently evaluate the suitability of printed items for their specific applications and assume all associated risks.Fusrock® shall not be held liable for any damages, injuries, or losses resulting from the practical use of products printed with its materials, including but not limited to structural failures, malfunctions, or safety hazards in operational environments.Thorough testing must be conducted before applying printed components to critical, functional, or commercial scenarios.Fusrock® products are not certified for medical, aerospace, or life-support systems, except for certifications explicitly stated by Fusrock® for specific materials. |
| Related Articles | All |
| sugerencias adicionales: 1. | |
|---|---|
| Related Articles | All |
| TPU90A-HF | A 3D printed unicycle sports brace based on TPU90A |
| Manufacturing and R& D | Others | TPU90A-HF | FUSE REALROCK FUTURE |
No matching print profile files.
Valores sincronizados desde el perfil de producto V2 vinculado; punto de partida para el slicing y pruebas de impresión.
Core temperature, speed and cooling settings from Product Parameters V2.
Nozzle, build plate and pre-print preparation recommendations.
Support material, spacing and compatible material recommendations.
No FAQs for this product yet.
通用安全提示(FusRock)
| 短期不使用时 | 放入密封防潮盒或进行简易抽真空即可,避免阳光直射。 |
|---|---|
| 长期不使用 | 将耗材放入出厂铝箔袋并尽量排出袋内空气(条件允许时在袋内再放一包干燥干燥剂);外套一层家用抽真空保鲜袋后抽真空。置于阴凉干燥处,避免阳光直射。 |
PTC 小型烘干盒:60–70℃,烘干 4–6 小时。
小型恒温鼓风烘干机:箱内温度场往往不均匀,可能导致料盘变形;此类设备上建议适当降低温度并缩短单次烘干时间(示例:40–45℃,约 4 小时),并结合材料详情中的干燥建议综合判断。
重要:若按此温度烘干后打印效果仍无改善,请先用空料盘做温度测试,再酌情提高烘干温度,以防温度过高或不均匀导致料盘烘干变形。
大型恒温鼓风烘干机:60–70℃,烘干 4–6 小时。
PS:为什么不同烘干设备适用温度会有差别?可在后台插入说明或外链「点击了解」。
⚠ 操作前请阅读
(可插入「变形 vs 正常」料盘对比照片,注意控制烘干温度与摆放方式。)
耗材受潮的影响
| 未受潮 | 受潮 |
|---|---|
| 表面相对整洁、颜色正常、力学性能在规格内 | 可能出现痘痕/毛刺/拉丝、颜色发白、力学性能下降等(因材料而异) |
(可插入 RH80% 环境下拆封后第 1 / 2 / 3 天打印同一模型的对比图。)
* 上述吸湿对比示例可能因产品系列而异(例如 PAHT-CF),请在插入图片时于脚注中注明材料系列。