Synced from Product Parameters V2: Basic & Appearance
| Recommended printing Condições | temperatura250-270° diâmetro recomendado da calha 0.4-1.0mmsuperfície de construção recomendada treatmentPEI or Coating with PVP glueBuild plate temperature100-110°CChamber TempSealing or 40-70°CCooling fan speed0-20%Print speed30-120 mm/sRetraction distance1-3 mmRetraction speed1800-3600 mm/minRecommended Support MaterialFusFree™ S-Multi Quick-Remove SupportDrying setting70℃ for 4-6hAnnealingN/A |
|---|
| temperatura250-270° diâmetro recomendado da capa 0.4-1.0mmrecomendado build surface treatmentPEI or Coating with PVP glueBuild plate temperature100-110°CChamber TempSealing or 40-70°CCooling fan speed0-20%Print speed30-120 mm/sRetraction distance1-3 mmRetraction speed1800-3600 mm/minRecommended Support MaterialFusFree™ S-Multi Quick-Remove SupportDrying setting70℃ for 4-6hAnnealingN/A |
| Short breaks | Store in a sealed dry box or apply a simple vacuum pack; avoid direct sunlight. |
|---|---|
| Long-term storage | Return filament to the factory foil bag, squeeze out air (add a fresh desiccant pack if available), then place inside a household vacuum bag and pull vacuum. Keep in a cool, dry place away from sunlight. |
PTC compact dryer box: 60–70 °C for 4–6 hours.
Small lab oven (forced-air): temperature uniformity is often limited; spools can warp. Reduce temperature/time (example: 40–45 °C for ~4 hours) and cross-check the material-specific drying notes in the datasheet.
Important: if print quality does not improve, test with an empty spool before raising temperature—non-uniform heat can deform plastic flanges.
Large forced-air oven: 60–70 °C for 4–6 hours.
PS: Why do devices differ? Add an internal article or external link (“learn more”).
⚠ Read before drying
(Insert “warped vs normal” spool photos here.)
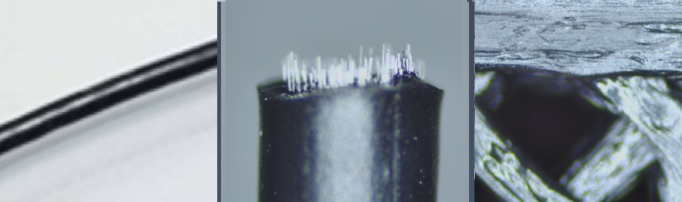
What moisture does to prints
| Dry | Damp |
|---|---|
| Cleaner surface, stable color, mechanical properties on spec | Pitting, stringing, whitening, weaker properties (material dependent) |
(Optional: 1 / 2 / 3 day exposure at ~80% RH — same test part.)
* Example photos may reference a specific grade (e.g. PAHT-CF); label yours accordingly.