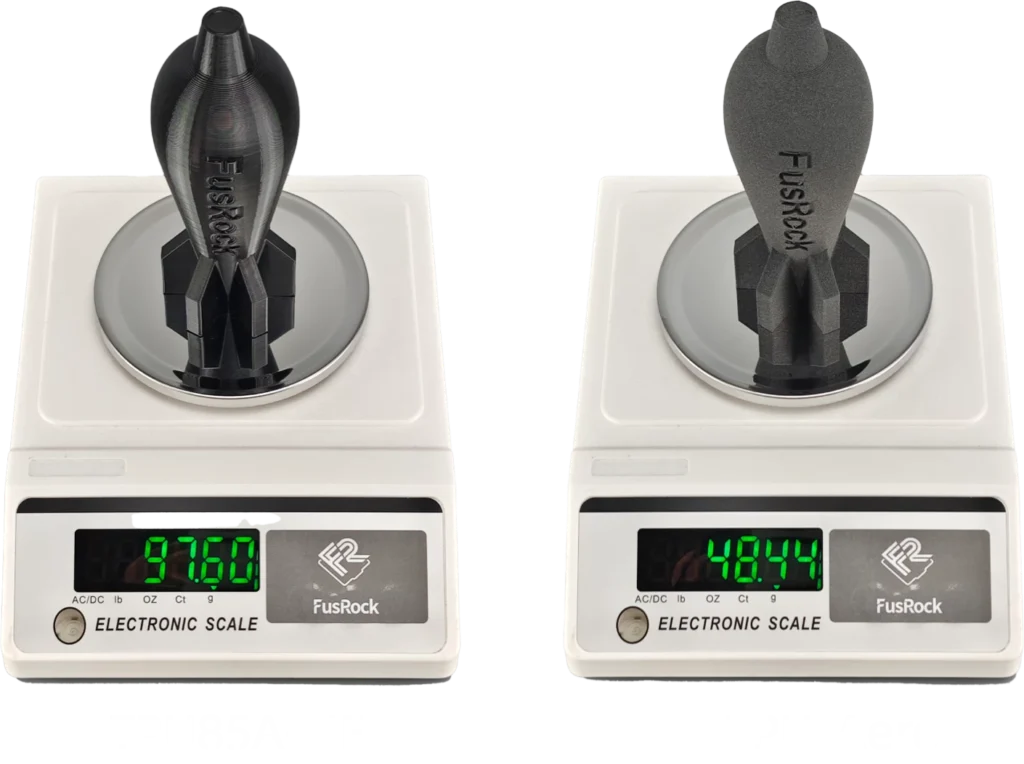
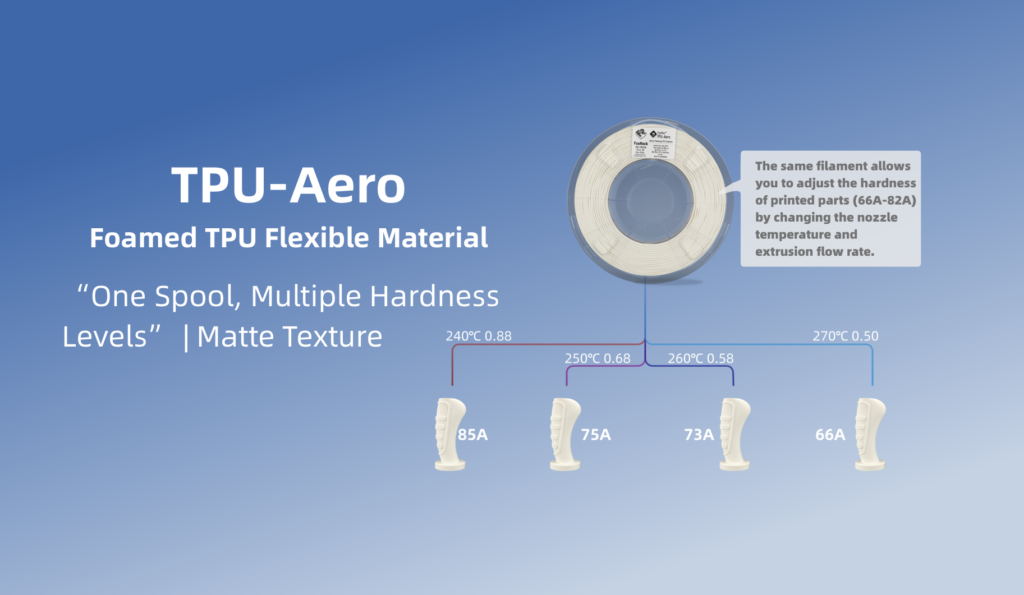
FusFlex™ TPU-Aero is a medium-hardness, active foaming flexible material specifically developed for FFF printing technology. By controlling the printing temperature, different extrusion foaming ratios can be achieved, resulting in varying weight reduction and softness effects. The surface hardness of FusFlex™ TPU-Aero printed parts can be controlled between 65A and 85A. At the maximum foaming rate, FusFlex™ TPU-Aero can reduce weight by 50% compared to ordinary TPU materials, with the printed surface exhibiting an excellent fabric-like texture.
Material Properties
Property
Testing method
Typical value
Filament Density
ISO 1183
1.15 g/cm³
Melt index
190°C,2.16kg
8
Specimens print temperature
240°C
250°C
260°C
270°C
Flow ratio
0.88
0.68
0.58
0.50
Print parts density
ISO 845
0.93 g/cm³
0.74 g/cm³
0.62 g/cm³
0.54 g/cm³
Vicat softening temperature
ISO 306
78.8°C
70.4°C
61.8°C
50.3°C
Hardness
ISO 7619
82A
75A
72A
66A
Tensile yield strength
(X-Y)
ISO 527
5.98±0.10 MPa
4.23±0.04 MPa
3.22±0.05 MPa
3.59±0.11 MPa
Tensile breaking strength (X-Y)
9.80±0.42 MPa
6.81±0.11 MPa
4.77±0.16 MPa
3.59±0.11 MPa
elongation at break (X-Y)
598.69±72.20 %
576.27±8.48 %
520.54±32.31 %
452.13±19.40 %
Specimens printed under the following conditions: Nozzle size 0.4mm,Bed temp 45°C, Print speed 60mm/s, Infill 100%, Infill angle ±45°
Recommended printing conditions
Nozzle temperature
230-270°C
Recommended nozzle diameter
0.4mm-0.8mm
Recommended build surface
Glass, PC Film or Steel Plate with coating PVP glue
Build plate temperature
30-45°C
Cooling fan speed
On
Print speed
<150 mm/s
Retraction distance
0mm or Off
Printing Tips:
TPU materials are prone to absorb moisture when exposed to air. It is recommended to place the FusFlex™ TPU-Aero filament into a dry box (humidity controlled below 15%) immediately after opening the vacuum aluminum foil packaging. Unused filament should be sealed back in the original aluminum foil packaging.
For FusFlex™ TPU-Aero filament that has been exposed to air for a long time, it is recommended to dry the filament in an oven at 70-80°C for 4-6 hours before printing to avoid issues such as bubbles, holes, or stringing caused by moisture.
Due to the continuous expansion of foaming materials in the hot end chamber, leakage is inevitable during travel movement. Even adjusting retraction distance and speed cannot improve this. It is recommended to disable retraction in the slicing software, print only one model at a time, or use the print-by-part function to reduce stringing and leakage caused by long-distance idle movements and jumps.
Some of PEI textured or PEI film build plates may exhibit excessive adhesion to TPU materials, making printed parts difficult to remove. It is recommended to use an uncoated steel plate with a small amount of PVP glue applied as the build surface.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok